Կաղապարված մասերում սև կետերը կամ սև ներդիրները նյարդայնացնող, ժամանակատար և ծախսատար խնդիր են:Մասնիկներն ազատվում են արտադրությունը սկսելիս և պտուտակի և բալոնի կանոնավոր մաքրումից առաջ կամ ընթացքում:Այս մասնիկները զարգանում են, երբ նյութը ածխանում է գերտաքացման պատճառով, ինչը կարող է առաջանալ, երբ նյութի հոսքը ավելի երկար ժամանակով դադարեցվի՝ առանց մեքենայի ջերմաստիճանը նվազեցնելու:
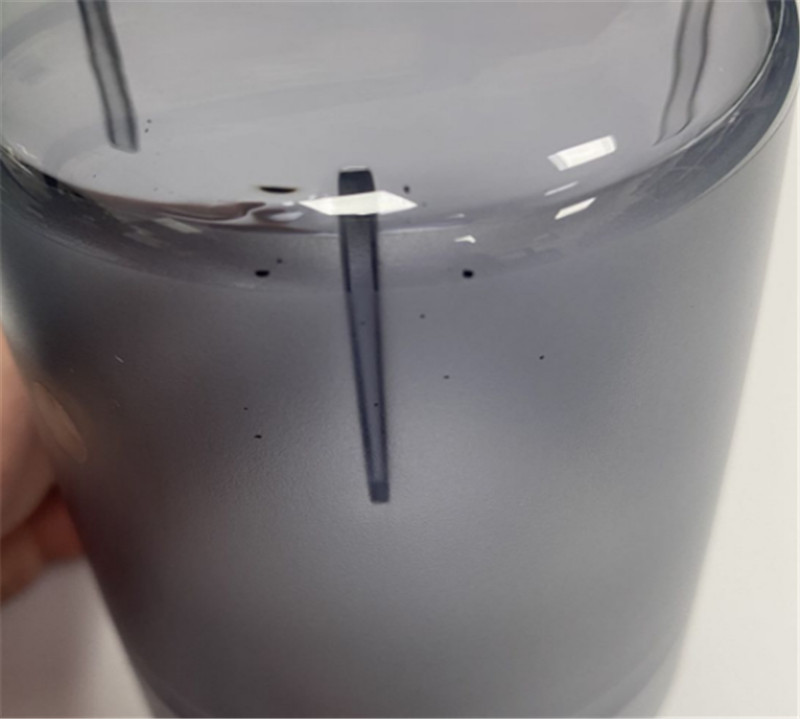
Սև կետերի պատճառները
Խեժի քայքայումը
Քանի որ պլաստիկ նյութը քիմիական նյութ է, այն աստիճանաբար քայքայվում է, երբ այն շարունակում է տաքանալ հալման կետից բարձր:Որքան բարձր է ջերմաստիճանը և որքան երկար է ժամանակը, այնքան արագ է տարրալուծումը:Բացի այդ, տակառի ներսում կան հատվածներ, որտեղ խեժը հեշտությամբ պահվում է, օրինակ՝ չվերադարձվող փականը և պտուտակային թելը:Խեժը, որը մնում է այս մասերում, ածխացած կամ կարբոնացված կլինի, այնուհետև ռիթմիկ կերպով թափվում է կաղապարված արտադրանքի մեջ խառնվելու համար՝ այդպիսով առաջացնելով սև կետեր:
Անբավարար մաքրում
Սև կետերի առաջացման պատճառ է նաև այն, որ նախկինում օգտագործված խեժը մնում է կաղապարման մեքենայի մեջ անբավարար մաքրման պատճառով։Ինչպես նկարագրված է վերը նշված պարբերությունում, քանի որ կան տարածքներ, որտեղ խեժը հեշտությամբ պահվում է, ինչպիսիք են ստուգիչ օղակը և պտուտակային թելը, անհրաժեշտ է կիրառել համապատասխան ինտենսիվություն և մաքրման ժամանակներ այդ տարածքներում նյութի փոփոխության ժամանակ:Բացի այդ, պետք է օգտագործվի յուրաքանչյուր նյութի համար հարմար մաքրման մեթոդ:Համեմատաբար հեշտ է մաքրումը կատարել նմանատիպ խեժերի համար, օրինակ՝ PC→PC, բայց եթե դա տարբեր տեսակի նյութերի մաքրում է, քանի որ հալման կետը կամ տարրալուծման ջերմաստիճանը տարբեր է, մինչդեռ խեժերի միջև գոյություն ունի համատեղելիություն (հարաբերություն): , այն չի կարող ամբողջությամբ հեռացվել շատ դեպքերում՝ չնայած մաքրմանը:
Օտար նյութերի խառնում (աղտոտում)
Սև կետերի առաջացման պատճառներից է նաև աղտոտվածությունը։Եթե գնդիկներից մի քանիսը, որոնք սնվում են գուլպանի մեջ, խառնվում են այլ խեժերի հետ, որոնք ունեն ավելի ցածր քայքայման ջերմաստիճան, ապա սև կետերը կարող են հեշտությամբ առաջանալ խեժի քայքայման պատճառով:Բացի այդ, պետք է ուշադրություն դարձնել վերամշակված պլաստիկին։Դա պայմանավորված է նրանով, որ վերամշակված պլաստիկն ավելի շատ հակված է քայքայվելու բազմաթիվ անգամներ տաքացնելուց հետո (որքան մեծ է կրկնվող վերամշակումների քանակը, այնքան երկար է տաքանալու ժամանակը):Բացի այդ, վերամշակման գործընթացում այն կարող է աղտոտվել մետաղով:
Լուծումներ սև կետերի համար
1. Նախ՝ մանրակրկիտ լվացեք, մինչև սև կետերն այլևս չհայտնվեն։
Սև կետերը հակված են մնալ ստուգիչ օղակի մեջ, իսկ պտուտակի թելը տակառի մեջ:Եթե երբևէ սև կետեր են հայտնվել, ապա ենթադրվում է, որ դրանց պատճառն ամենայն հավանականությամբ կմնա տակառում։Հետևաբար, սև բծերի հայտնվելուց հետո տակառը պետք է մանրակրկիտ մաքրվի նախքան հակաքայլեր ձեռնարկելը (հակառակ դեպքում սև բծերը երբեք չեն անհետանա):
2. Փորձեք իջեցնել ձուլման ջերմաստիճանը
Տարբեր խեժեր ունեն առաջարկվող կիրառման ջերմաստիճաններ (կատալոգը կամ արտադրանքի փաթեթը պարունակում է նաև այս տեղեկատվությունը):Ստուգեք, արդյոք համաձուլվածքների մեքենայի սահմանված ջերմաստիճանը սահմաններից դուրս է:Եթե այո, ապա իջեցրեք ջերմաստիճանը:Բացի այդ, ձուլման մեքենայի վրա ցուցադրվող ջերմաստիճանը այն տարածքի ջերմաստիճանն է, որտեղ գտնվում է սենսորը, որը որոշակիորեն տարբերվում է խեժի իրական ջերմաստիճանից:Հնարավորության դեպքում, խորհուրդ է տրվում իրական ջերմաստիճանը չափել խեժային ջերմաչափով կամ նմանատիպ այլ միջոցներով:Մասնավորապես, այն հատվածները, որոնք հակված են խեժի պահպանմանը, օրինակ՝ չեկի օղակը, ամենայն հավանականությամբ սև բծեր են առաջացնում, ուստի հատուկ ուշադրություն դարձրեք շրջակայքի ջերմաստիճանին:
3. Նվազեցնել բնակության ժամանակը
Նույնիսկ եթե կաղապարման մեքենայի սահմանված ջերմաստիճանը տարբեր խեժերի առաջարկվող ջերմաստիճանի միջակայքում է, երկարաժամկետ պահպանումը կարող է հանգեցնել խեժի վատթարացման և, հետևաբար, սև կետերի առաջացման:Եթե ձուլման մեքենան առաջարկում է հետաձգման ընդլայնման հատկությունը, խնդրում ենք լիովին օգտվել դրանից, ինչպես նաև ընտրել ձուլման մեքենա, որը հարմար է կաղապարի չափին:
4. Աղտոտվածություն, թե ոչ.
Այլ խեժերի կամ մետաղների երբեմն խառնումը կարող է նաև հանգեցնել սև բծերի:
Զարմանալին այն է, որ պատճառը հիմնականում ոչ համարժեք մաքրումն է։Խնդրում ենք աշխատանքը կատարել նախորդ ներարկման ձուլման ժամանակ օգտագործված խեժը մանրակրկիտ մաքրելուց և հեռացնելուց հետո:Վերամշակված պլաստիկն օգտագործելիս անզեն աչքով ստուգեք՝ արդյոք գնդիկների մեջ օտար նյութերի առկայություն կա:
Հրապարակման ժամանակը՝ ապրիլի 11-2023